In der dynamischen Landschaft der modernen Fertigung ist die Präzisionsbiegung von Materialien für die Herstellung von Hochleistungsschränken und Gehäusen von höchster Bedeutung. Ob für Küchenschränke, elektrische Gehäuse oder kundenspezifische Blechkomponenten, Biegen diktiert direkt strukturelle Integrität, funktionelle Passform und ästhetische Konsistenz. Dieser Artikel untersucht spezialisierte Biegelösungen, die auf die Herstellung von Schrank- und Gehäusen zugeschnitten sind, und unterstreicht fortschrittliche Techniken, Werkzeuginnovationen und Prozessoptimierungen, die eine effiziente, qualitativ hochwertige Produktion unterstützen.
Biegen ist ein grundlegender Herstellungsprozess, der die kontrollierte plastische Verformung eines Materials umfasst, um einen vordefinierten Winkel, Radius oder Profil zu erreichen. Bei der Herstellung von Schränken und Gehäusen, wo die Interoperabilität der Komponenten und die Dimensionsgenauigkeit von entscheidender Bedeutung sind, gewährleistet das Biegen eine nahtlose Montage, Tragfähigkeit und die Einhaltung enger Toleranzen (typischerweise ±0,1 mm für Präzisionsblech-Anwendungen). Der Prozess muss Materialeigenschaften (z.B. Ausdehnfestigkeit, Ductilität) mit geometrischen Anforderungen ausgleichen, um Mängel wie Risse, Rückfederung oder Oberflächenverformung zu vermeiden.
Materialspezifische Biegemethoden
Die Herstellung von Schränken und Gehäusen basiert auf zwei primären Substraten - Holz und Metall - die jeweils spezialisierte Biegetechniken erfordern, um ihre einzigartigen mechanischen Eigenschaften anzupassen.
Holz Biegen für Schrank
Holz bleibt aufgrund seiner ästhetischen Vielseitigkeit ein integraler Bestandteil des Schranks, aber seine anisotrope Struktur (Kornrichtung) erfordert gezielte Ansätze, um Frakturen zu verhindern.
- Dampfbiegen: Eine traditionelle Technik für Massivholz. Holz wird 1-3 Stunden lang (je nach Dicke) gesättigtem Dampf (100-110 °C) ausgesetzt, um Lignin, das Polymer, das Holzfasern bindet, zu weichen. Nach dem Weichen wird das Holz in eine Präzisionsform geklemmt und luftgetrocknet (6-24 Stunden), um die Form einzustellen. Ideal für organische Kurven in dekorativen Schrankkomponenten.
- Laminiertes Biegen: Bevorzugt für hochfeste, konsistente Biegungen. Dünne Holzfurniere (0,8-3 mm dick) werden mit feuchtigkeitsbeständigen Klebstoffen (z. B. Phenol-Formaldehyd) verbunden und schichtig, um die Kornrichtungen zu kreuzen. Der Stapel wird in einer Form (10-20 kg/cm²) bei 80-120°C bis zur Härtung des Klebstoffs (30-60 Minuten) komprimiert, wodurch kornbezogene Schwächen beseitigt und engere Radien ermöglicht werden.
- Kerf Biegen: Geeignet für enge Radius Biegungen (bis zu 10mm) in Massivholzplatten. Parallele, teiltiefe Schnitte (Kerfs) werden entlang der Biegeachse bearbeitet, wodurch 50-70% der Materialdicke entfernt werden. Die übrigen Bahnen biegen sich, um sich der Form anzupassen; Kerfs werden oft nach dem Biegen gefüllt, um die strukturelle Integrität wiederherzustellen. Häufig in Schranktürrahmen und gebogenen Fascien.
Blechbiegen für Metallgehäuse & Schränke
Blech (Milchstahl, Edelstahl, Aluminium) ist in elektrischen Gehäusen und Industrieschränken allgegenwärtig. Biegeprozesse für Metalle konzentrieren sich auf die Minimierung von Federbacken (elastische Erholung) und die Erhaltung der Kantenqualität.
- Pressbremse Biegen: Der Industriestandard für die Präzisionsformung. Eine CNC-Pressbremse (Computer Numerical Control) setzt Kraft (10-3000 Tonnen) auf, um das Blatt über eine V-Matrize oder U-Matrize zu klemmen und den Zielwinkel zu bilden. Moderne Systeme integrieren Rückmessgeräte und Winkelsensoren, um eine Wiederholbarkeit von ±0,05 mm zu erreichen, die für die Produktion von Gehäusen mit hohem Volumen entscheidend ist.
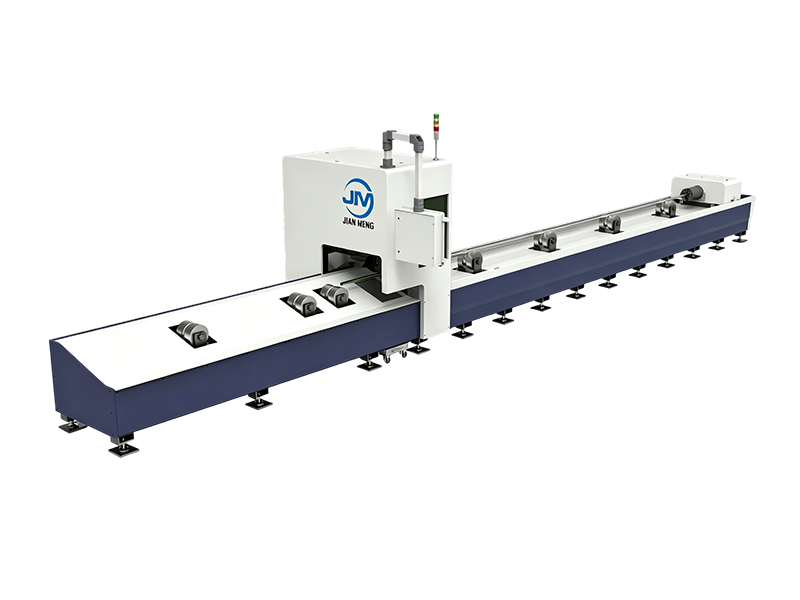
- Rollenbiegen: Optimiert für große Radiuskurven (z.B. zylindrische Gehäuse). Ein Trio verstellbarer Rollen (eine Oberseite, zwei Unterseite) wirken inkremental Druck auf und formen das Blatt allmählich zu einem kontinuierlichen Bogen. CNC-Rollenbieger ermöglichen eine programmierbare Radiussteuerung für eine konsistente Krümmung über Chargen hinweg.
- V-Bending & U-Bending: Spezialisierte Pressbremsvarianten. Das V-Biegen verwendet einen V-förmigen Stanz/Matrize für akute Winkel (15°–165°), während das U-Biegen eine Kanalmaschine verwendet, um geschlossene Profile für die Kantenverstärkung in Gehäusen zu erstellen. Die Auswahl hängt von der Endteilgeometrie und den Funktionsanforderungen ab.
Präzisionsbiegen für elektrische Gehäuse
Elektrische Gehäuse erfordern außergewöhnliche Genauigkeit, um IP-Konformität (Ingress Protection) und Kompatibilität mit internen Komponenten (z. B. Schalter, Verkabelungsgurte) zu gewährleisten. Biegeprozesse stellen hier Toleranzkontrolle und Wiederholbarkeit vor hohem Durchsatz vor.
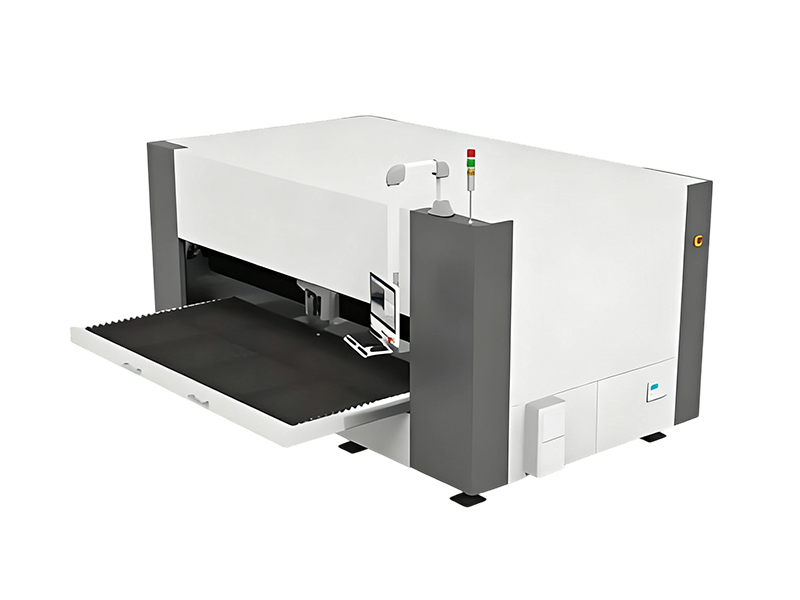
- CNC-Plattenbiegemaschinen: Diese spezialisierten Systeme haben die Gehäusefertigung revolutioniert. Im Gegensatz zu herkömmlichen Pressbremsen verwenden sie einen Klemmbalken und rotierende Werkzeuge, um Kanten zu bilden, ohne die Platte neu zu positionieren, was die Aufstellzeit um bis zu 70% verkürzt. Mehrachsensteuerung ermöglicht komplexe Merkmale (z.B. abgehemmte Kanten, versetzte Biegungen) in einem einzigen Zyklus.
- Automatisierte Qualitätssicherung: Integrierte Sensoren überwachen Biegewinkel und Springbacks in Echtzeit und passen Maschinenparameter dynamisch an, um Spezifikationen aufrechtzuerhalten. Dies minimiert menschliche Fehler und gewährleistet Konsistenz über die gesamte Produktion hinweg.
- Materialeffizienz: Für dünnmessige Metalle (0,5-2mm) optimieren CNC-Plattenbieger Nesting-Muster und reduzieren Setup-Schrott, was sich mit den Kosteneffizienzzeilen für die hohe Volumenproduktion ausrichtet.
Integration in Blechproduktions-Workflows
Biegen ist ein kritischer Midstream-Schritt in der Blechherstellung, der eine enge Koordination mit Upstream-/Downstream-Prozessen erfordert, um die Effizienz zu maximieren.
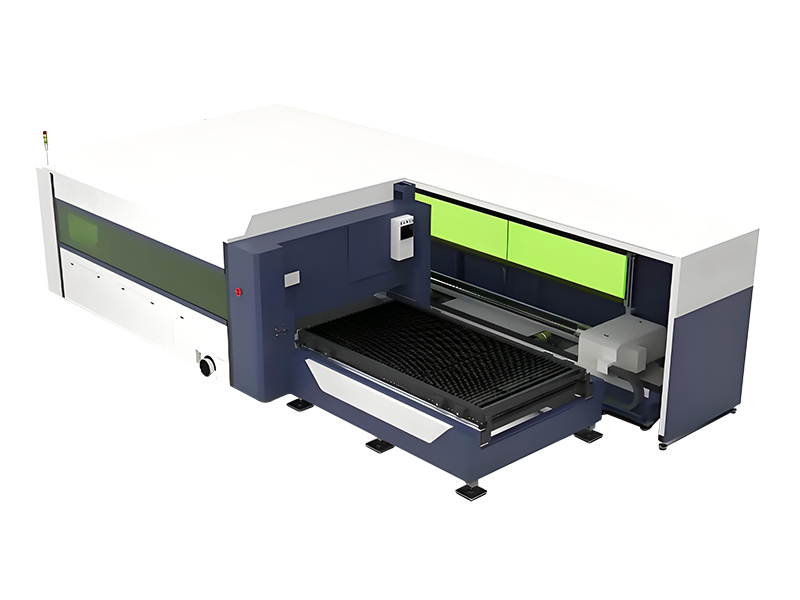
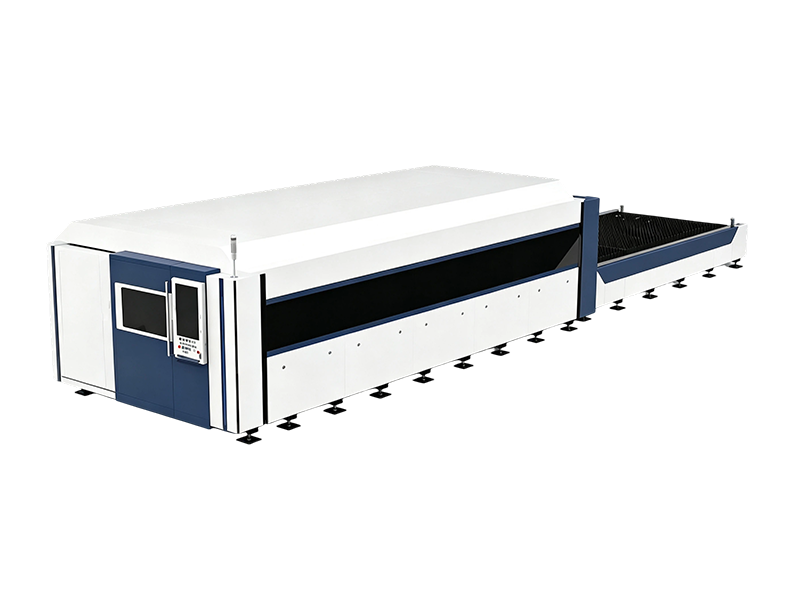
1. Präzisionsschneiden: Vor dem Biegen werden Blätter durch Laserschneiden, Plasmaschneiden oder Wasserstrahlschneiden auf Netzform geschnitten. Laserschneiden ist bevorzugt wegen seiner Genauigkeit von ±0,02 mm und der Fähigkeit, komplexe Kerben / Löcher zu erstellen, die die Biegeausrichtung erleichtern.
2. Optimierung der Biegefolge: Die Biegefolge ist geplant, um Werkzeugkollisionen zu vermeiden und die Zugänglichkeit der Teile zu gewährleisten. Innere Biegungen werden vor äußeren gebildet, und große Radien werden vor engen Winkeln geschaffen, um die Materialintegrität zu erhalten.
3. Post-Bending Assembly & Finishing: Bent-Komponenten unterliegen Schweißen, Nieten oder Hardware-Einführung. Oberflächen (Pulverbeschichtung, Anodisierung, Verzinkung) erhöhen die Korrosionsbeständigkeit; Vorbiegendes Entgraten ist für die Endqualität entscheidend.
Neue Trends in der Biegetechnologie
Technologische Innovationen verändern weiterhin Biegelösungen, angetrieben von Anforderungen an höhere Präzision, Nachhaltigkeit und Flexibilität.
Intelligente CNC-Systeme: KI und maschinelles Lernen ermöglichen adaptives Biegen, bei dem Maschinen historische Daten nutzen, um Springbacks in Materialien wie hochfestem Stahl vorherzusagen und zu kompensieren. Echtzeitanalysen optimieren zudem Werkzeuglebensdauer und Wartungsplane.
Nachhaltige Fertigung: Umweltfreundliche Praktiken gewinnen Traktion, wobei Biegeprozesse auf Materialeffizienz (verschachteltes Schneiden) und Energiereduzierung fokussiert sind (servoelektrische Pressbremsen verbrauchen 50% weniger Energie als hydraulische Modelle). Recyclingmaterialien (z.B. recyceltes Aluminium) werden zunehmend in Arbeitsabläufe integriert.
- Hybrid-Biegemaschinen: Neue Systeme kombinieren Pressbremse und Plattenbiegefähigkeiten und bieten Vielseitigkeit für kleine Chargen kundenspezifische Gehäuse und hohe Volumen-Standardschränke. Dies reduziert die Investitionskosten und den Bodenflächenbedarf.
Biegelösungen sind der Eckpfeiler der hochwertigen Schrank- und Gehäusefertigung, der Materialwissenschaft, der Präzisionstechnik und der Fertigungseffizienz. Durch den Einsatz materialspezifischer Techniken – vom Dampfgebogenen Holz bis hin zur CNC-gesteuerten Blechformung – und den Einsatz neuer Technologien können Hersteller den sich entwickelnden Anforderungen in den Wohn-, Industrie- und Elektroniksektoren gerecht werden.
Wenn sich die Fertigungslandschaft fortschreitet, wird es von entscheidender Bedeutung sein, auf dem Laufenden zu bleiben mit den Innovationen in Biegeausrüstungen und -prozessen, um Produkte zu liefern, die Leistung, Ästhetik und Nachhaltigkeit in Einklang bringen.
Wünschen Sie, dass ich eine technische Vergleichstabelle erstelle, in der die wichtigsten Parameter (Materialverträglichkeit, Präzision, Kosten, Vorlaufzeit) der diskutierten Biegetechniken kontrastiert, oder einen Standardbetriebsverfahren (SOP) für die CNC-Pressbremseinrichtung in der elektrischen Gehäusefertigung erstelle?