Bei der Präzisionsfertigung, bei der Metallkomponenten strenge Maßnormen einhalten müssen (z.B. ISO 13715 für die Klassifizierung von Graben, DIN 4063 für die Randrundungstoleranzen), sind industrielle Grabbermaschinen für die Nachbearbeitung unverzichtbar. Diese Systeme lösen zwei kritische Herausforderungen: Entgraten (Entfernen unerwünschter Vorsprünge, die sich während der Bearbeitung bilden) und Kantenrundung (Schaffung kontrollierter, gleichmäßiger Radien an den Teilekanten). Beide Prozesse sind nicht verhandelbar, um die Sicherheit, Leistung und Einhaltung der Anforderungen der Luft- und Raumfahrt-, Automobil- und Medizingeräteindustrie zu gewährleisten. Im Folgenden finden Sie eine technisch genaue Aufschlüsselung ihrer Rolle, Klassifizierung, Vorteile und Auswahlkriterien.
1. Technische Definition & industrielle Bedeutung
1.1 Was sind Burrs & Edge Rounding?
Graben sind Mikrovorsprünge (typischerweise 0,01-0,5 mm in Höhe), die entstehen, wenn Metall während der Bearbeitung (Fräsen, Stanzen, Laserschneiden oder Schleifen) einer plastischen Verformung unterzogen wird. Sie beeinträchtigen die Funktionalität des Teils durch:
- Reibungsbedingter Verschleiß in beweglichen Baugruppen (z.B. Fahrzeuggetriebe, Hydraulikventile) verursachen.
- Schaffung von Missausrichtung bei Präzisionspassungen (z.B. Luft- und Raumfahrtbeschlaglöcher).
- Gegebene Riske für die Bediener während der Handhabung.
Die Randrundung - oft gepaart mit dem Entgraten - beinhaltet die Schaffung eines definierten Radius (in der Regel 0,1-2 mm pro Anwendung) an den Teilekanten. Dieser Prozess verbessert:
- Ermüdungsbeständigkeit: Beseitigt Spannungskonzentrationen, die zu Rissen in High-Cycle-Komponenten führen (z. B. Turbinenblätter).
- Montagekompatibilität: Gewährleistet ein reibungsloses Einsetzen von Teilen in Gehäuse oder Paarungskomponenten.
- Beschichtungshaftung: Verhindert das Peeling von Farbe / Beschichtung an scharfen Kanten in Verbraucherelektronik oder Geräten.
Industrielle Entgratungssysteme werden nach Arbeitsprinzip, Staubmanagement und Automatisierungsstufe kategorisiert, die jeweils für bestimmte Teilegeometrien, Materialien und Produktionsvolumen optimiert sind:
| Maschinentyp | Kerntechnologie | Schlüsselspezifikationen | Ideale Anwendungen |
|------------------------------|---------------------------------------------------------------------------------|-----------------------------------------------------------------------------------|-----------------------------------------------------------------------------------|
| Wet-Type Deburring Systems | Verwendet wässrige Kühlmittel (oder wasserbasierte Lösungen) zum Abspülen von Burrs; integrierte Staubsammler fangen 99,5% der Partikel (≥0,5 μm) auf. | Kühlmitteldurchflussrate: 10–50 L/min; Arbeitsdruck: 2-10 bar; Randrundungstoleranz: ± 0,05 mm. Kohlenstoffheitiger Stahl (HRc 45–60) Komponenten (z.B. Automobilkurbelwellen), bei denen Wärmeaufbau eine Gefahr von Materialschäden darstellt. |
Dry-Typ-Entgratungssysteme Die Entgratungssysteme basieren auf HEPA 13/14-Filtration (99,95% Wirksamkeit bei Staub von ≥0,3 μm) und abrasiven Medien (z.B. Keramikperlen, Nylonbürsten). | Mediengröße: 0,5–5mm; Luftdurchflussrate: 500–2.000 m³/h; Oberflächenfläche: Ra 0,8–3,2 μm. Aluminium (6061-T6) oder Magnesiumkomponenten (z.B. Gehäuse für medizinische Geräte), bei denen die Exposition gegenüber Wasser verboten ist. |
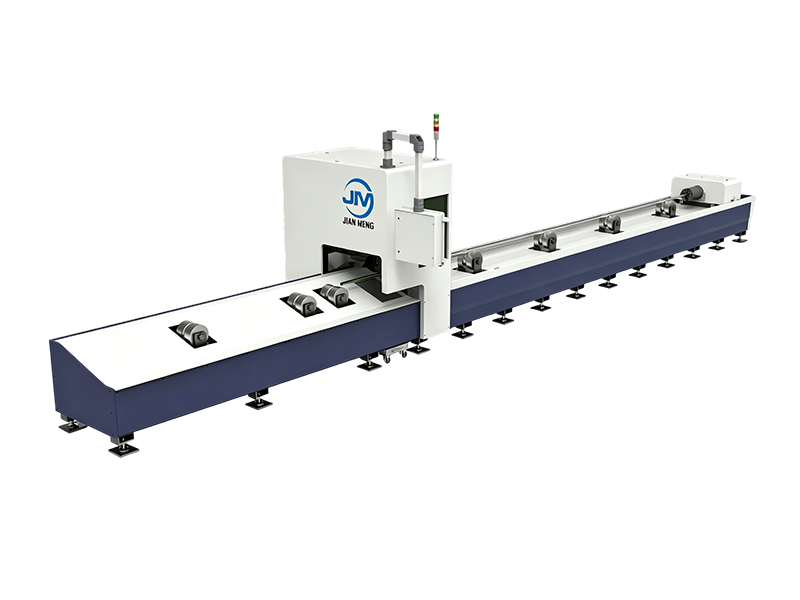
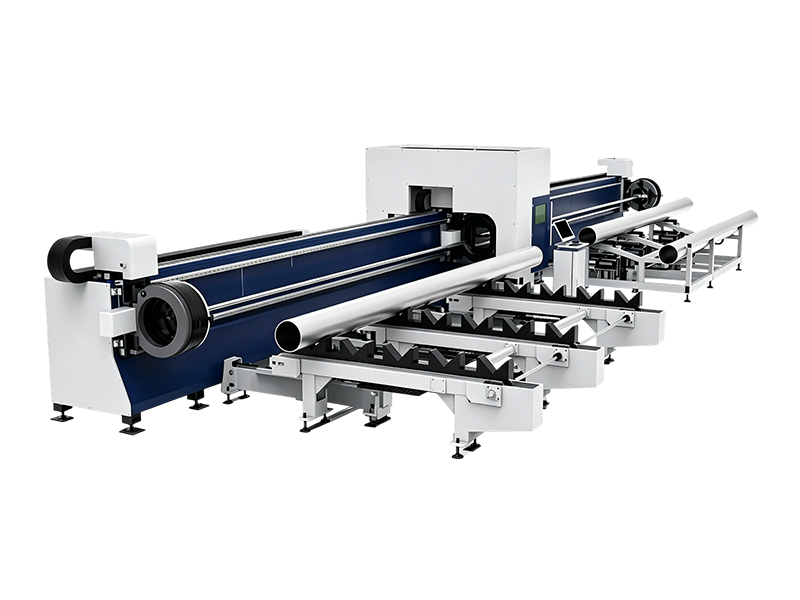
| Automatische Entgratmaschinen | CNC-integrierte Systeme mit Roboterarmen (6-Achsen für komplexe Geometrien) oder förderbasierte Durchführungseinheiten; mit Kraftsteuerungssensoren (±0,1N Genauigkeit) ausgestattet, um eine Überbearbeitung zu vermeiden. | Zykluszeit: 5–30 Sekunden/Teil; Wiederholbarkeit: ± 0,02 mm; kompatible Teilegröße: 5–500mm. | Großserienproduktion (200-500 Teile/Stunde) komplexer Komponenten (z.B. Luft- und Raumfahrtmotoren, Smartphone-Chassis). |
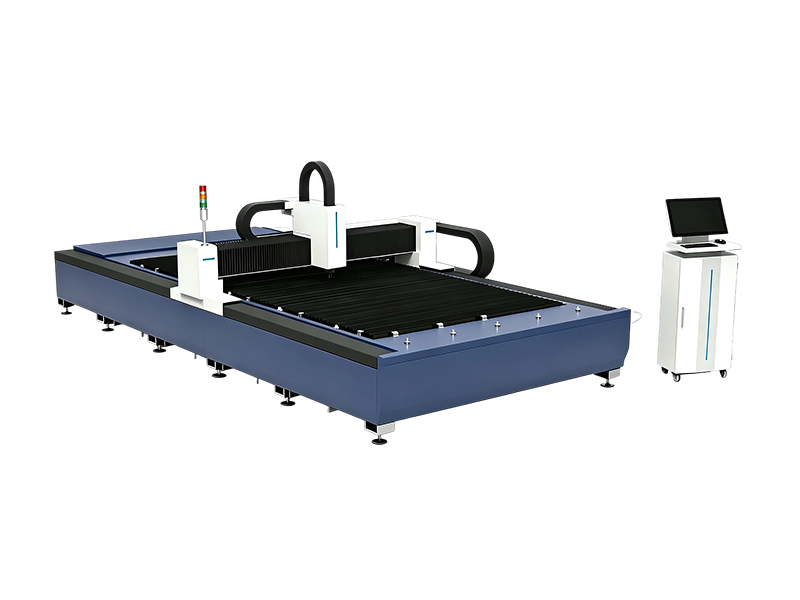
| Abrasive Deburring Machines | Verwendet rotierende Schleifbänder (P80-P320-Korn) oder Diamantscheiben, um Graben zu zielen; einstellbarer Kontaktdruck (0,5–5 kgf) zur kontrollierten Randrundung. | Gürtelgeschwindigkeit: 5–15 m/min; scheibendrehungen: 1.500–3.000; Materialverträglichkeit: Stahl, Titan, Messing. | Flache oder einfache Profilteile (z.B. Blechhalter, elektrische Gehäuse), die eine konsistente Oberflächenverbindung erfordern. |
3. Hauptvorteile in der Fertigung
Industrielle Entgratmaschinen bieten einen messbaren Wert über die manuelle Bearbeitung hinaus (z. B. Handauflage, Schleifen), um Schlüsselpunkte der Fertigung zu lösen:
3.1 Verbesserte Komponentenqualität und Compliance
- Dimensionspräzision: Automatisierte Systeme behalten Randrundungstoleranzen von ±0,05 mm und gewährleisten die Einhaltung der Luft- und Raumfahrt (AS9100) und medizinischen (ISO 13485) Normen.
Oberflächenintegrität: Nass-/Trockensysteme reduzieren die Oberflächenrauheit von Ra 6,3 μm (Nachbearbeitung) auf Ra 0,8–1,6 μm, was für Dichtungsanwendungen (z. B. O-Ringnuten in Hydraulikzylindern) kritisch ist.
Konsistenz: Automatisierte Maschinen beseitigen menschliche Fehler und reduzieren nicht konforme Teile von 15-20% (manuell) auf 2-3%.
3.2 Verbesserte Produktionseffizienz
- Durchsatzgewinne: Automatisierte Entgratungssysteme verarbeiten 5-10x mehr Teile als manuelle Arbeit (z.B. 300 Smartphone-Chassis / Stunde vs. 30 / Stunde mit Handwerkzeugen).
- Verkürzte Einrichtungszeit: CNC-Maschinen speichern über 100 Teileprogramme und reduzieren die Arbeitswechselzeit von 60 Minuten (manuell) auf 5-10 Minuten - ideal für High-Mix-, Low-Volume-Produktion (HMLV).
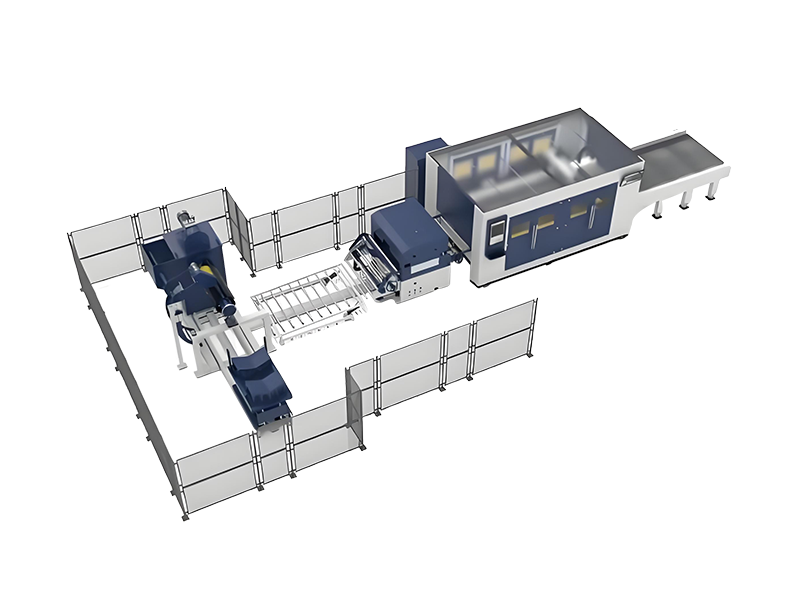
- unbeaufsichtigter Betrieb: Roboter-Entgratungszellen integrieren sich mit MES (Manufacturing Execution Systems) für die 24/7-Beleuchtungsproduktion, wodurch die Auslastung der Ausrüstung von 60% auf 85% erhöht wird.
3.3 Sicherheits- und Kostenoptimierung
Arbeitsplatzsicherheit: Eliminiert die manuelle Handhabung von scharfen Teilen und Schleifwerkzeugen und reduziert die Riske von Rissen um 90% (nach OSHA 1910.212 Maschinenschutznormen).
- Kosteneinsparungen:
Arbeitskraft: Eine automatisierte Maschine ersetzt 2-3 Bediener und senkt die jährlichen Arbeitskosten um 40.000 bis 60.000 US-Dollar (basierend auf 25 US-Dollar / Stunde, 2.000 Arbeitsstunden / Jahr).
- Nachbearbeitung: Reduziert die Schrottquote von 8-12% auf 2-3%, was für einen Hersteller, der 500 Tonnen Metall pro Jahr verarbeitet, jährlich 15.000 bis 30.000 Dollar einspart.
4. Schlüsselwahlkriterien für Entgratmaschinen
Die Wahl des richtigen Systems erfordert die Ausrichtung der technischen Fähigkeiten auf die Produktionsanforderungen. Zu den kritischen Faktoren gehören:
4.1 Material- und Teilegeometrie
- Materialhärte: Für hochfeste Legierungen (z.B. Titan Ti-6Al-4V, HRc 30–35) wählen Sie Schleifsysteme mit Diamant- oder Kubikbornitrid (CBN)-Medien aus. Bei weichen Metallen (z.B. Aluminium 5052) verhindern Nylon-Pinsel-Trockensysteme Materialverformungen.
Komplexität der Teile: 6-Achs-Roboter-Entgratmaschinen verarbeiten 3D-Geometrien (z.B. Unterschnitte, innere Hohlräume), während Durchlaufsysteme bei flachen / einfachen Teilen (z.B. Scheiben, Halterungen) hervorragen.
4.2 Produktionsvolumen und Toleranzanforderungen
- Großvolumen (10.000+ Teile/Woche): Automatisierte CNC-Systeme mit Förderintegration.
- Niedriges Volumen (100-1.000 Teile/Woche): Halbautomatische Schleifmaschinen mit manueller Belastung/Entladung.
- Enge Toleranzen (± 0,02 mm): Kraftgesteuerte Robotersysteme; lockere Toleranzen (±0,1 mm) können manuelle Nasssysteme verwenden.
4.3 Umwelt- und Anlagenbeschränkungen
Wasserzugang: Nassanlagen erfordern Klempner- und Abwasserbehandlung (um lokale Entladungsnormen zu erfüllen, z. B. COD <100 mg/L). Trockensysteme sind ideal für trockene Regionen oder Reinräume.
- Platz: Kompakte Arbeitsbänksysteme (0,5–1 m²) passen zu kleinen Geschäften; automatisierte Zellen (5–10 m²) benötigen dedizierte Bodenfläche.
4.4 Gesamtbetriebskosten (TCO)
Betrachten Sie die Vorkosten (automatisierte Systeme: 50.000 bis 250.000 US-Dollar; manuelle: 5.000 bis 20.000 US-Dollar) plus laufende Ausgaben:
- Verbrauchsmaterialien: Schleifmedien ($ 500- $ 2.000 / Monat), Kühlmittel ($ 200- $ 500 / Monat).
Wartung: Jährlicher Service für automatisierte Systeme ($3.000-$8.000) gegenüber minimaler Wartung für manuelle Maschinen.